The British Needle Company over the years developed some very interesting solutions to that age old problem of threading a needle.
In the 1920’s they were experimenting with the wonderfully named ‘Marian Darner’ (see images 1 and 2). Despite being easy to use – and its great selling pitch ‘you open their eyes to save your own’ – it never made it into mass production. Forge Mill only has one in its collection – which is on display.
In the 1950s came the Redi-Thread – ‘The modern needle that young and old can thread without effort’ (see image 3). It had a trailing loop of highly flexible wire instead of the needle eye (see image 4) and was sold in America by the U.T.L Needle company in Washington USA and in Britain by Jessard’s of London. The fact that they were sold in packets of just three needles probably means that they were expensive to produce.
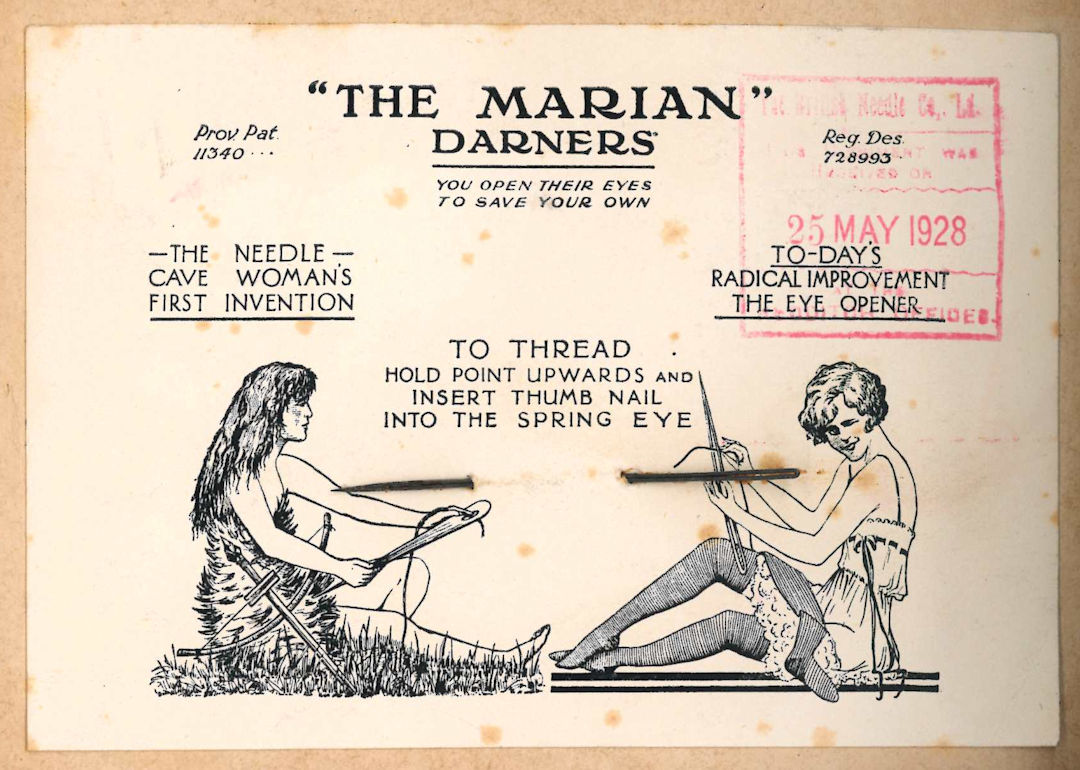
The Marian Darners
Image 1
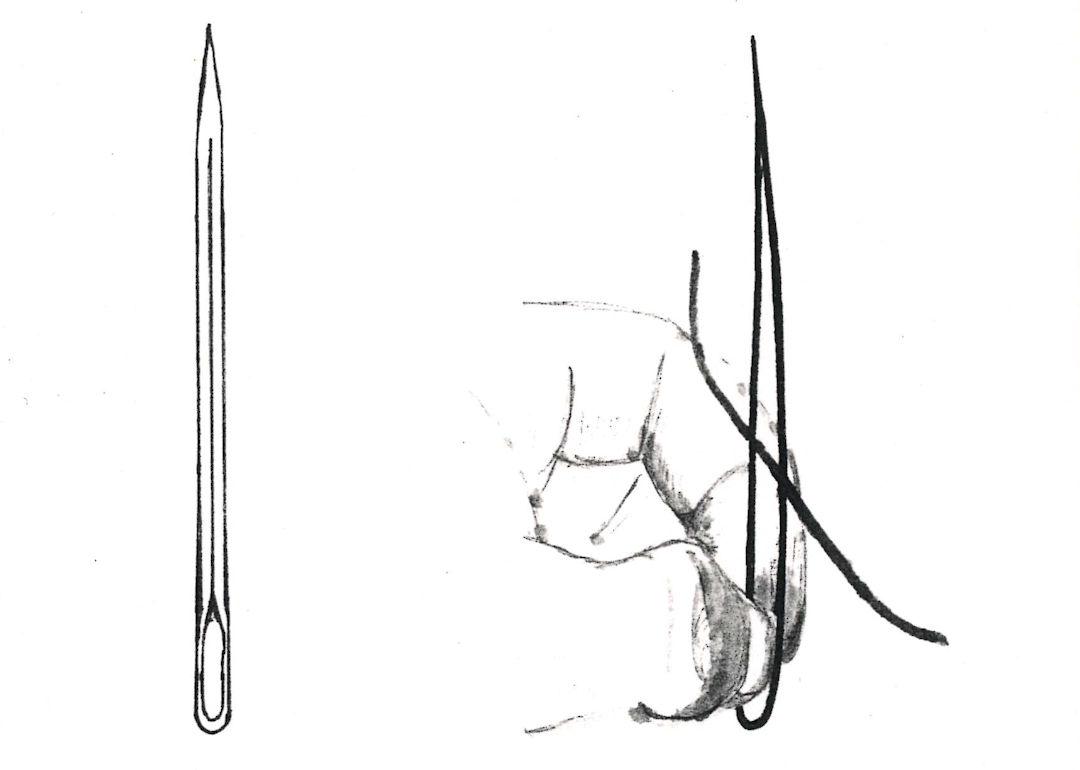
Diagram showing how to thread a Marian Darner
Image 2
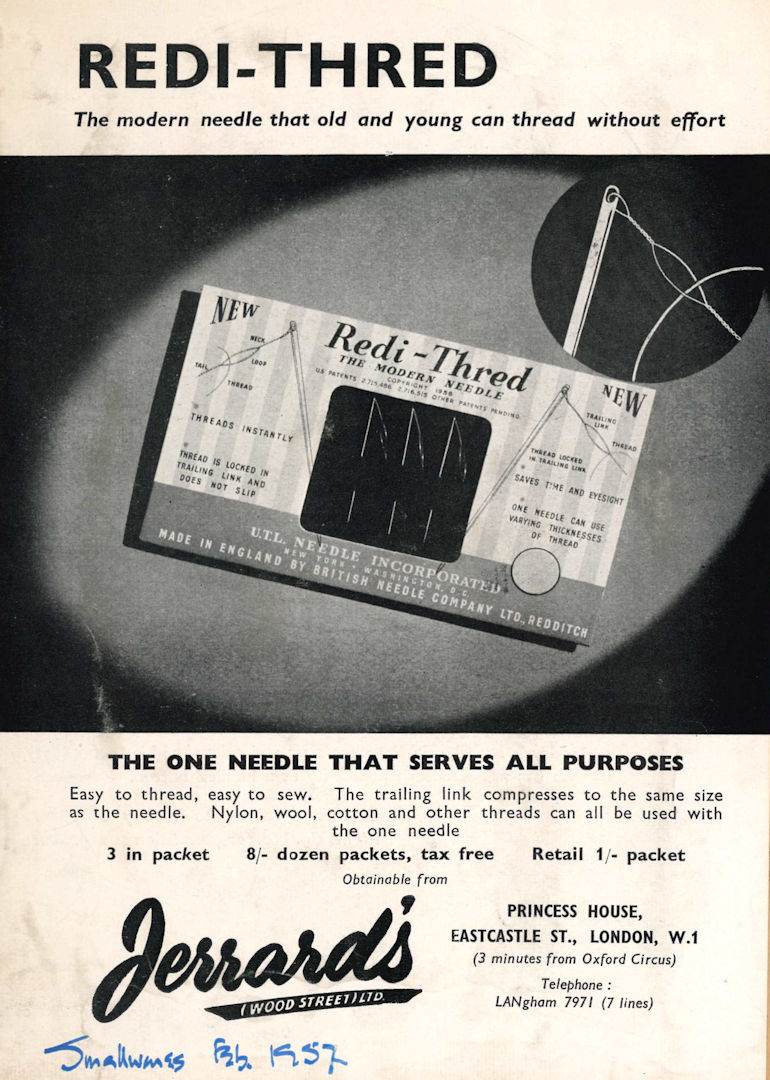
Redi-Thred advertising in 1957
Image 3
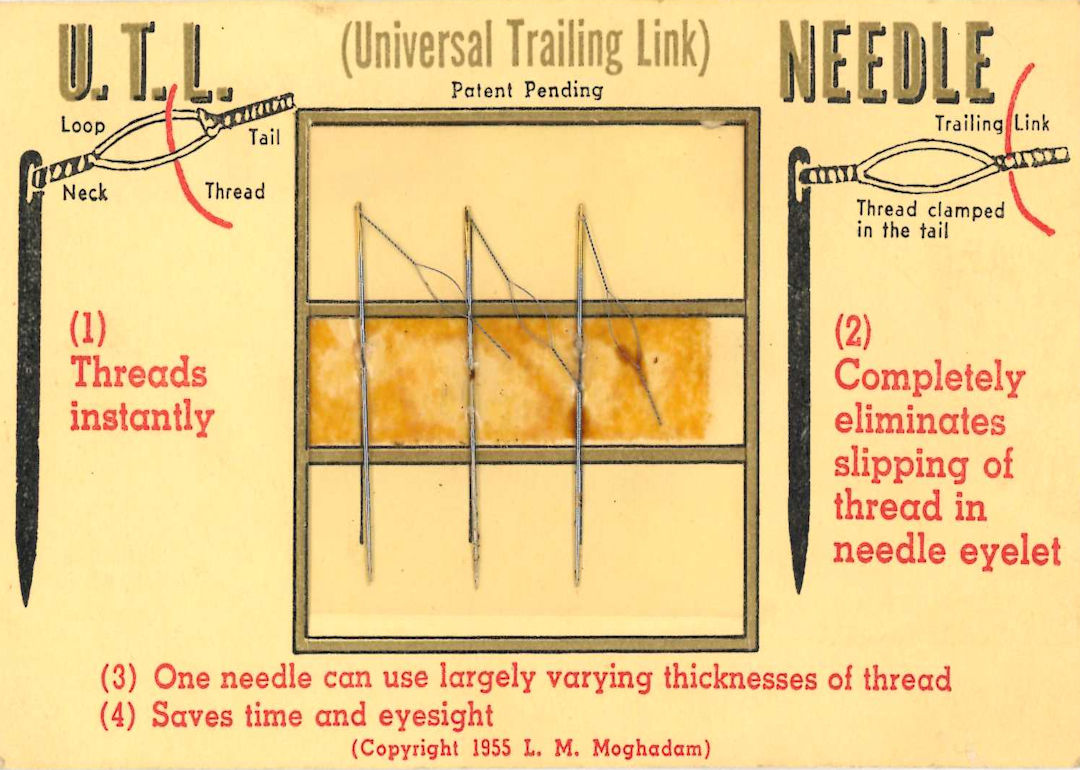
Universal Traling Link Needle
Image 4
Without doubt one of the company’s most successful products was the Gramophone needle, and at one time they produced 400 million a year! In 1922 Howard Carter discovered Tutankhamun’s tomb and sparked the craze for all things Egyptian, and it wasn’t long before the container for their gramophone needles became a beautiful pyramid made of gold lacquered metal that boasted it was impossible to accidentally spill the needles, especially useful when you took your gramophone with you on your picnic! You could also choose one of four types of needles; loud, medium, low and extra low – guaranteed not to annoy your neighbours! (see images 5 to 8)
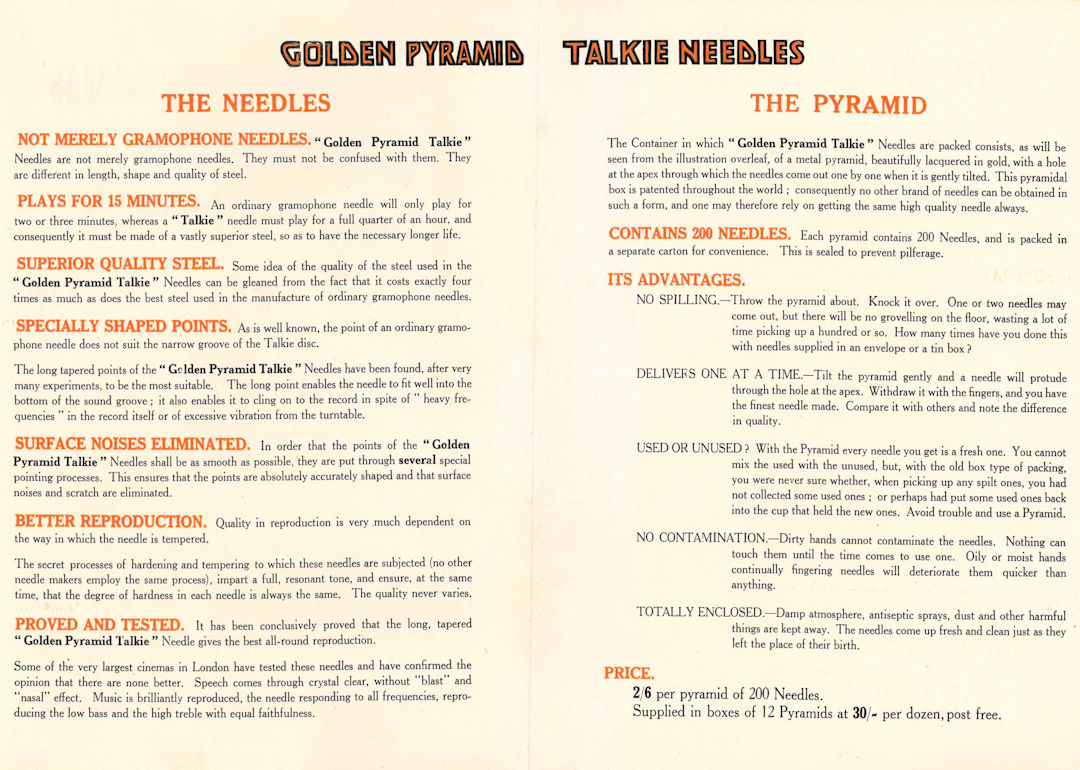
Information on the Golden Pyramid gramophone needles
Image 5
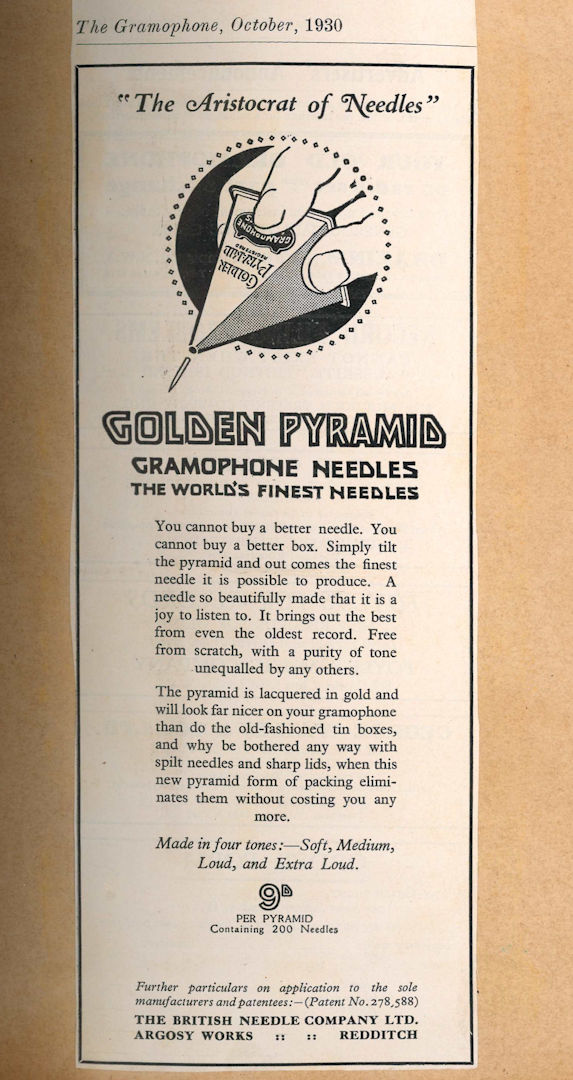
Advertising for the Golden Pyramid grapophone needles, 1930
Image 6

Advertising for the Golden Pyramid gramophone needles
Image 7
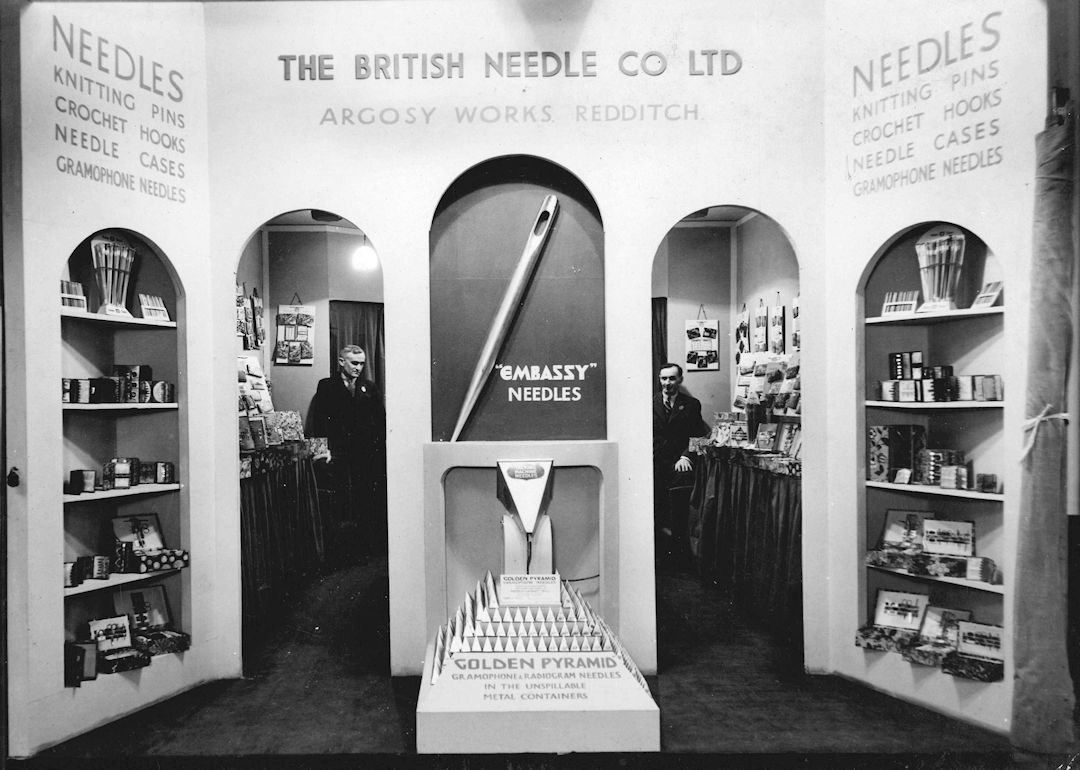
A trade stand for the company, with Golden Pyramid advertising to the front
Image 8
The British Needle Company was obviously supplying the BBC with gramophone needles for their radio programmes as one day there seemed to be an issue with one of their needles not producing the requisite sound quality – which resulted in a wonderful letter from the BNC writing to the BBC asking for the needle back to examine it! Obviously, they were very proud of their products (see images 9 and 10).
The rise of the ‘chain store’ was the catalyst for a new style of marketing for the company, not only did the packaging of the needles have to appeal to customers but it also now had to have ‘counter’ appeal. Stores like Woolworths wanted to display packets in a way that the consumer could clearly see what they were buying, and which might also lead to ‘impulse’ buying as well.
The 1920s had seen the introduction of the ‘window’ pack, which showed the needle eyes through a cellophane window, and by the 1950s it was standard to show both the eyes and the points. The print on the needle packets became simpler and colours were bolder. The ‘Embassy’ needle packet is the best example of this (see image 11).
The Company’s needles were now displayed in smart countertop boxes rather than the old-fashioned wooden drawers (see image 12).
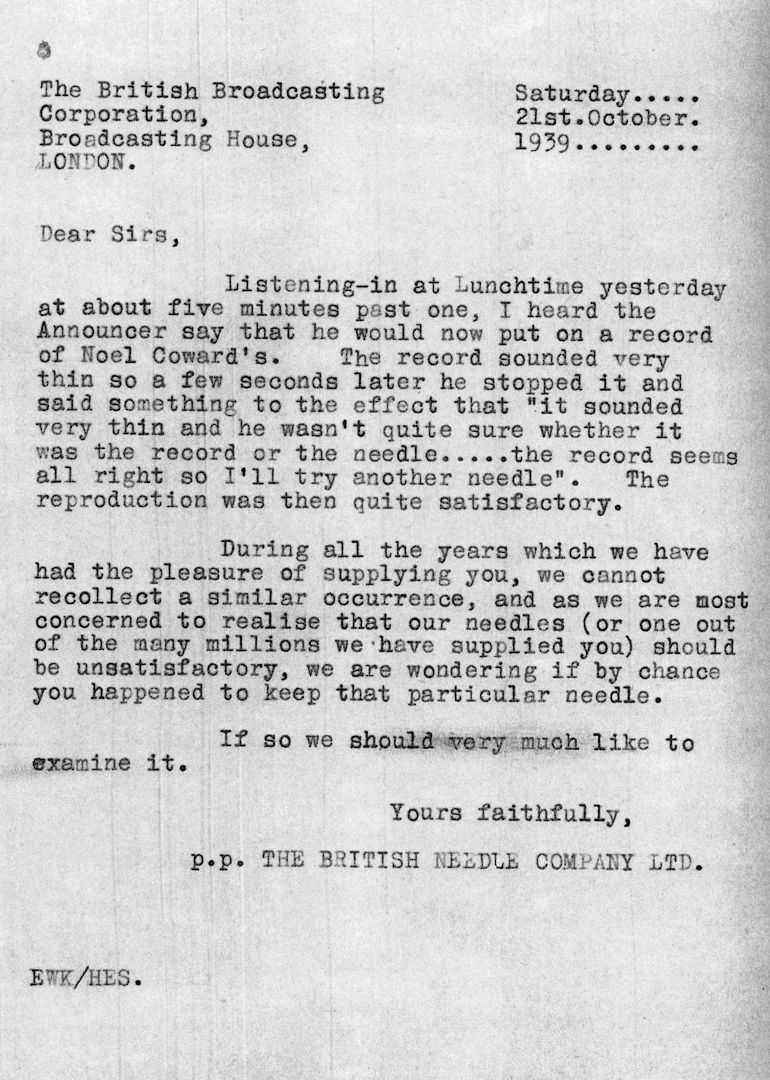
A letter to the BBC, 1939
Image 9
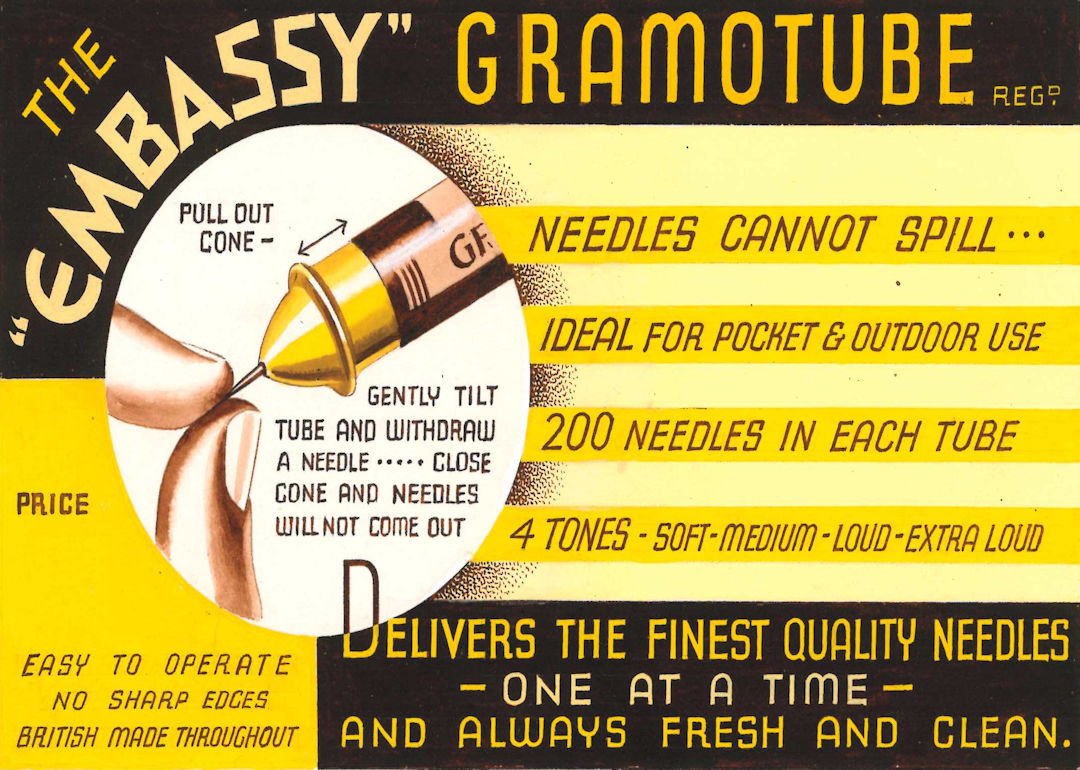
Advertising for the Embassy Gramotube
Image 10
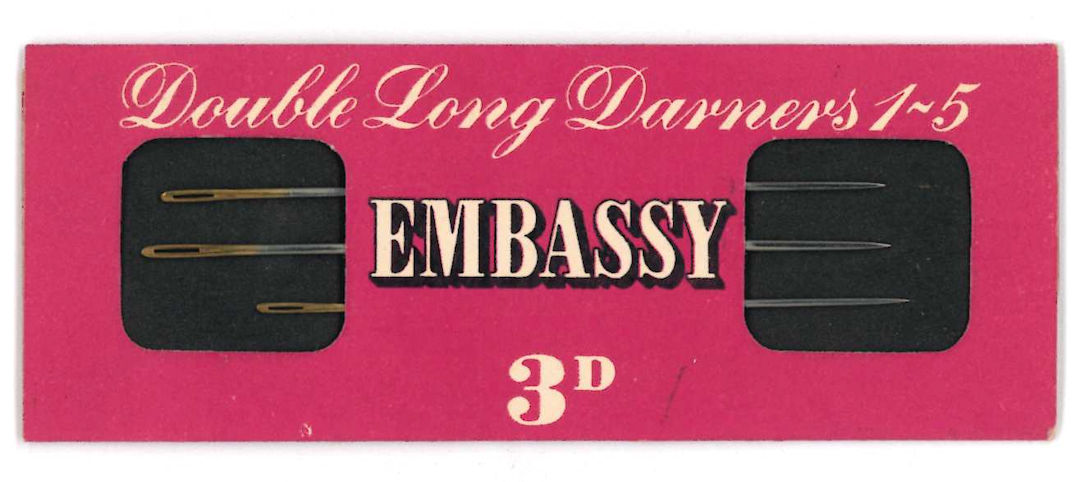
Embassy needle packet
Image 11
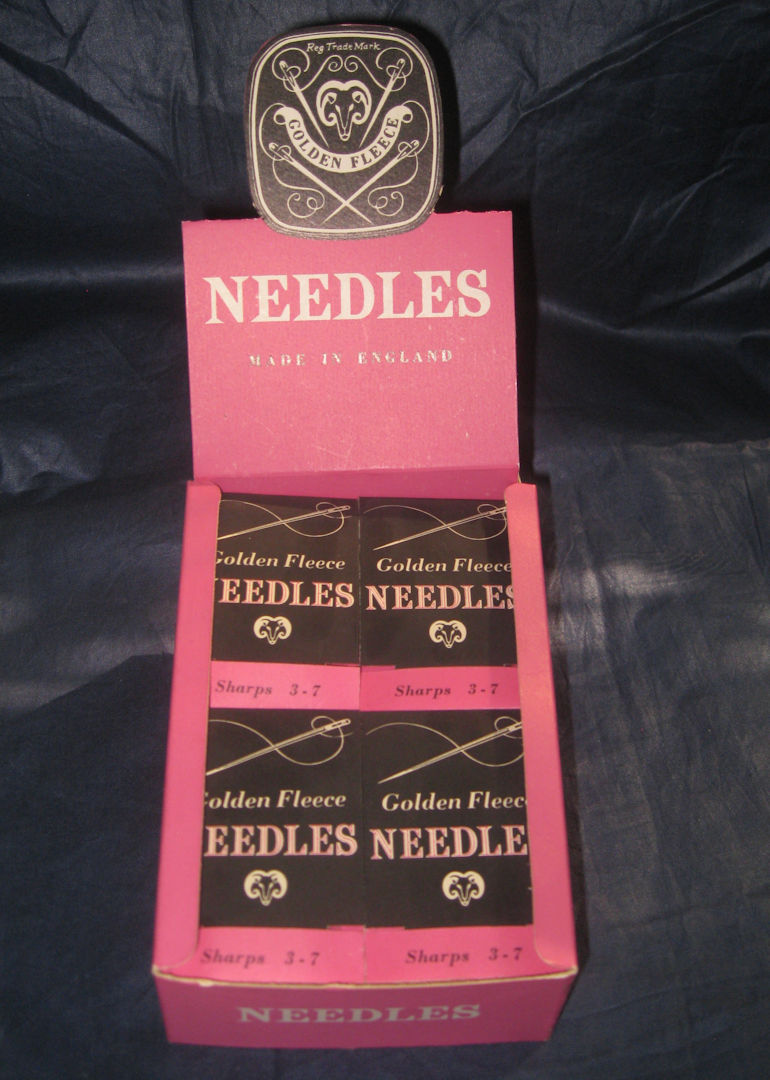
Countertop display of needles
Image 12
The late 1950s saw the rise of associating a person or personality with products offered for sale, especially in America. According to the ‘Sales Appeal Journal’ of 1958 it was suggested by some of the younger men of the British Needle Company that they use the name and face of their own managing director, Edward Keesey, on the needle packets to capitalise on a face and name of somebody who had been known to buyers all over the world for the last forty years and especially to his business contacts in America. They argued that it would be a kind of guarantee of quality, and they thought the general public would also welcome a personal note to the product.
The design (by A Hundleby, who had also worked on the ‘Embassy’ needle packet) was very good – with Keesey’s portrait as the centrepiece; it was designed to give the effect of tradition and dignity and stand up to the competition of open display. The packet was blue with white lettering all except for ‘Keesey’ which was in gold, again (subliminally) reinforcing quality (see image 13).
It appears that the Company had judged its marketing correctly as it was noted that the `Keesey’ line achieved phenomenal sales success in the chain stores (especially America), despite costing about double the average price for other rival needles.
Their needlecases also had to have a major re-brand – by the late 1950s rising labour costs meant that it would be uneconomical to continue to make and sell their usual needlecases, which were made by hand using cardboard and padded paper. As you can see by looking at photographs of the old ‘AG’ workshops and wrapping rooms, the process was very labour intensive.
So, their solution was to totally update the design and materials of which their needlecases were made. The Company designed a thermoplastic case that would allow them to offer more attractive and up to date products without a price increase. They installed Radyne machinery and made the cases themselves also using their own existing needle machinery to help eliminate the need for hand labour.
These cases proved to be very popular and came in a multitude of bright colours and designs. Inside, they still contained the gilt headed needles in various sizes and became very popular as small affordable gifts (see images 14 to 16).
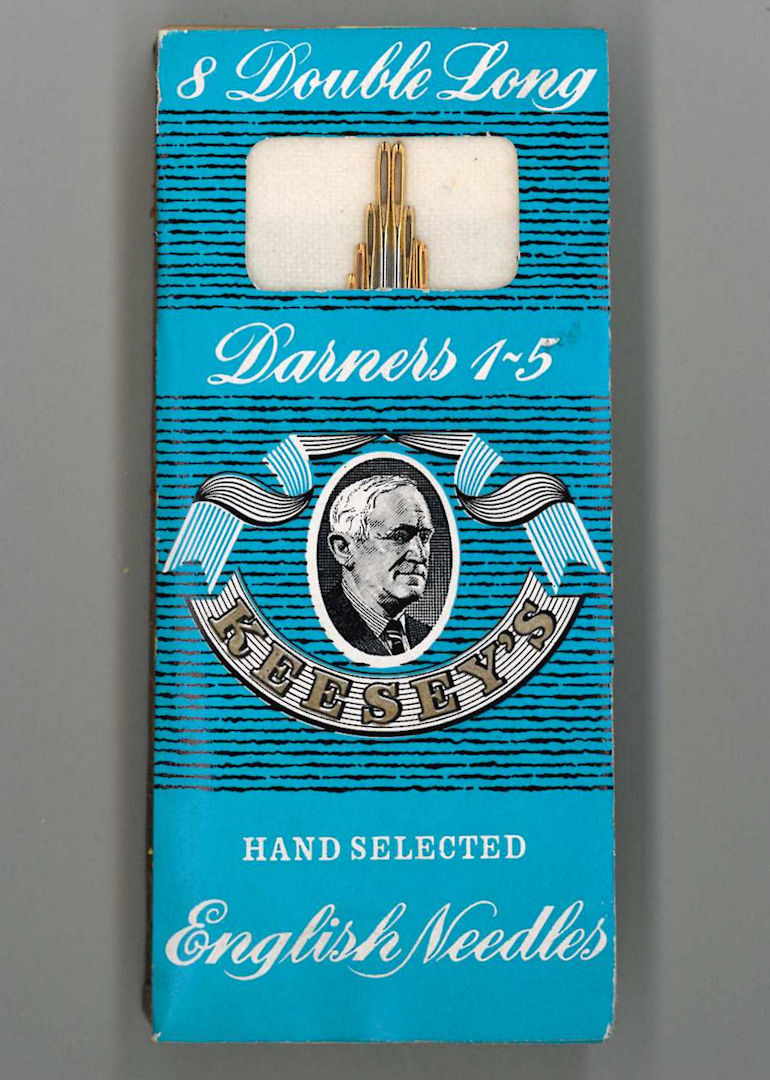
Keesey’s English Needles display packet
Image 13

Example plastic needle cases
Image 14
Example plastic needle cases
Image 15

A variety of bright, colourful needles
Image 16